
GC1040 – first choice milling grade for stainless steels
8th June 2011
Source:
Sandvik Coromant
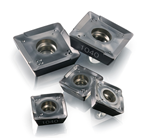
GC1040, a new insert grade from cutting tool and tooling system specialist Sandvik Coromant, has been designed to give secure performance with long-lasting sharp edges when milling stainless steels. Although developed as a broad grade for the stainless steel area (ISO M), even in extreme situations such as machining austenitic or duplex materials with end mill tools featuring long overhands, a safe, optimized performance is assured.
The success of the new grade is based on an extremely tough micro-grain cemented carbide substrate that offers excellent resistance to comb cracks and fracture, along with a specially designed wear resistant PVD coating.
Finishing and roughing
Equally adept at both finishing and fine-to-medium roughing operations, GC1040 suits primarily dry but also wet cutting conditions at medium cutting speeds. Its sharp edges promote low cutting forces and slow wear.
For shoulder milling with a small diameter cutter or when a general grade for stainless steel milling is required, GC1040 is now Sandvik Coromant’s first choice recommendation. Easy to apply in every milling application, customers can enjoy total security in unstable cutting conditions such as interrupted cuts or unfavourable entrance/exit cuts. It also offers complete safety if running unmanned operations.
Impressive performance
In the centre of its application area (small cutter, shoulder milling, austenitic stainless steel), GC1040 truly stands out, as the following test shows. When shoulder milling a scraper component made from AISI304 on a vertical, ISO 40 machining centre, the inserts (mounted in a CM390 cutter) achieved tool life of 12 minutes and three completed parts – a marked improvement on the 4 minutes and single component completed by a competitor product. Under dry conditions, axial depth of cut was 1.5 mm, while radial depth of cut was 14 mm. A cutting speed of 150 m/min was deployed along with 0.15 mm/rev feed rate.
While competitor inserts can suffer from chipping after relatively few workpieces, GC1040 inserts maintain secure performance for around 50 per cent longer. In tests on a heat exchanger component milled with a CM245 cutter on a horizontal, ISO 50 machining centre in dry conditions, GC1040 grade offered tool life of 18 minutes to complete three workpieces made from austentic stainless steel DIN1.4571. This compared with just 12 minutes and two components using a competitor grade. Axial depth of cut was 4 mm, while radial depth of cut was 30 mm. A cutting speed of 200 m/min was used with a feed rate of 0.25 mm/rev.
GC1040 is available in CoroMill® families that include CM490, CM390, CM245, CM300, CM200, CM331 and CM210.
Finishing and roughing
Equally adept at both finishing and fine-to-medium roughing operations, GC1040 suits primarily dry but also wet cutting conditions at medium cutting speeds. Its sharp edges promote low cutting forces and slow wear.
For shoulder milling with a small diameter cutter or when a general grade for stainless steel milling is required, GC1040 is now Sandvik Coromant’s first choice recommendation. Easy to apply in every milling application, customers can enjoy total security in unstable cutting conditions such as interrupted cuts or unfavourable entrance/exit cuts. It also offers complete safety if running unmanned operations.
Impressive performance
In the centre of its application area (small cutter, shoulder milling, austenitic stainless steel), GC1040 truly stands out, as the following test shows. When shoulder milling a scraper component made from AISI304 on a vertical, ISO 40 machining centre, the inserts (mounted in a CM390 cutter) achieved tool life of 12 minutes and three completed parts – a marked improvement on the 4 minutes and single component completed by a competitor product. Under dry conditions, axial depth of cut was 1.5 mm, while radial depth of cut was 14 mm. A cutting speed of 150 m/min was deployed along with 0.15 mm/rev feed rate.
While competitor inserts can suffer from chipping after relatively few workpieces, GC1040 inserts maintain secure performance for around 50 per cent longer. In tests on a heat exchanger component milled with a CM245 cutter on a horizontal, ISO 50 machining centre in dry conditions, GC1040 grade offered tool life of 18 minutes to complete three workpieces made from austentic stainless steel DIN1.4571. This compared with just 12 minutes and two components using a competitor grade. Axial depth of cut was 4 mm, while radial depth of cut was 30 mm. A cutting speed of 200 m/min was used with a feed rate of 0.25 mm/rev.
GC1040 is available in CoroMill® families that include CM490, CM390, CM245, CM300, CM200, CM331 and CM210.
Similar articles


More from Sandvik Coromant
- Digital machining the easy way 23rd June 2021
- Sandvik launches an innovative smart packaging solution 2nd June 2021
- Sandvik and BEAMIT launch 3D printed super duplex 20th April 2021
- Partnership to advance additive manufacturing across Middle East 22nd March 2021







Write a comment
No comments