
Innovative gear milling system developed for DMG MORI
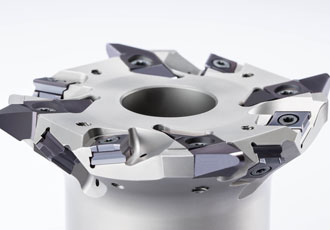
A new milling tool for manufacturing cyclo-palloid gears in the 0.5 to 30 module range based on the Klingelnberg design has been developed by HORN. The M279 milling system is intended for producing one-offs and small batches of components. The cut distribution of the 12-insert tool enables a high chip volume to be achieved with low cutting pressure.
The requirement specified by DMG MORI was for a system that would save time and be at least 20% faster than existing methods involving solid carbide cutters. A robust tool with indexable inserts was needed for taking full cuts on milling and turning machines, while also being suitable for simultaneous five axis milling using DMG MORI gearMILL software.
HORN met this challenge with the development of a new and innovative concept. Four S279 indexable inserts with a corner radius of 2mm screwed into place on the face of a milling cutter and eight tangentially-secured 409 inserts, all with stable seats, produce a suitable combination. The fact that the rows of edges overlap enables the system to achieve high depths of cut. HORN designed the main body of the tool with a diameter of 100mm and targeted internal cooling as an arbour milling cutter in accordance with DIN 8030-A.
Thanks to test runs at DMG MORI's Pfronten site in Germany and modifications to the cutting data, machining of convex and concave tooth flanks can be achieved with the milling tool in five axis simultaneous operation. A crown wheel of module 7.6 machined from 17CrNiMo6 was used as a trial workpiece. The Klingelnberg cyclo-palloid gear was produced with a cutting speed of 250m/min and a feed rate of 650mm/min with full cutter engagement and the tooth flanks were milled at a feed of 2,000mm/min.
With the development of the M279 milling cutter, HORN has extended its portfolio of tool systems for the manufacture of gears. It also offers DS solid carbide milling cutters and the DG exchangeable head for finishing tooth flanks, as well as solutions for rough machining using the DAH high-feed milling cutter system. Broaching of internal and external gear teeth can also be deployed, subject to the application.
Similar articles

ed.jpg)

More from Horn Cutting Tools
- High level of accuracy with side milling cutter 19th November 2018
- Grooving and parting off tool for smaller lathes 20th September 2018
- Adjustable side milling cutter for grooving 20th August 2018
- Innovative gear milling system developed for DMG MORI 7th July 2017







Write a comment
No comments