
Clamping down the force on verification systems

Two new systems designed for checking how tightly a component has been clamped have been announced by workholiding equipment manufacturer, OK-VISE. The design is mindful that during automated machining in particular parts need to be clamped, and verifying holding force has always been a challenge. The Finnish-made products are available in the UK through 1st Machine Tool Accessories, Salisbury.
The accuracy of workpieces, especially those that are delicate or of thin-wall construction, can be adversely affected if clamping pressure is too high. If the grip is too weak, however, there is a possibility of the part becoming dislodged during machining, risking operator injury, machine damage, tool breakage and scrap.
During automated hydraulic clamping, oil pressure is easy to measure but other variables can also influence the clamping force. In manual clamping systems, straightforward torque measurement is often used but the relationship between torque and actual clamping force can be inaccurate. The approach that OK-VISE has taken is to integrate clamping force measurement directly into the company’s modular Multi-Rail RM fixturing system.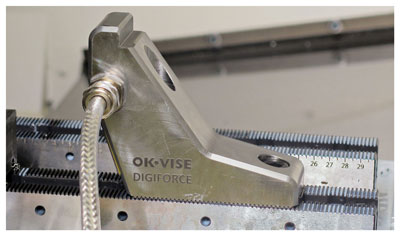
An on-screen digital readout of clamping pressure from a Digiforce device enables the operator to verify that a hydraulically secured component is held correctly. An optional SCADA (supervisory control and data acquisition) system can collect information from several Digiforce displays over a standard Modbus connection so that historical data can be viewed and adjustments made as necessary.
A second device, Dotforce, allows the holding force of manually secured workpieces to be checked. It also forms part of the Multi-Rail RM workholding system and utilises a visual red dot in a clamp module. The dot gradually fades to grey as a spanner is turned, showing when the holding force is correct. Various modules are available for different clamping pressures.
Similar articles

ed.jpg)

More from 1st Machine Tool Accessories
- Industry 4.0-enabled bar feeding 8th May 2018
- Workholding and automation solutions with bespoke options available 22nd February 2018
- Clamping down the force on verification systems 13th November 2017
- Workholding systems improve productivity 6th September 2017







Write a comment
No comments