
Range of holding options for automated to manual clamping
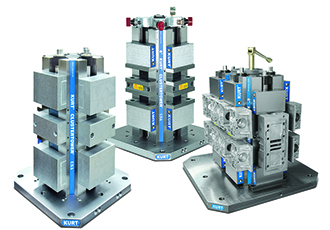
The HDL CarvLock Towers from Kurt HDL decrease cycle time by maximising the machine work envelope with eight stations to 12 stations within each tower. This provides a high-density workholding platform for ganging dozens of parts depending on size. Eight station tower configurations can be selected from Kurt’s standard four inch and six inch base models.
Furthermore, twelve station towers are custom engineered to fit specific application requirements.
The HDL CarvLock Tower lineup can be configured as hydraulically actuated with multiple choices of hydraulic pump packages including, Pneumatic/Hydraulic, Electric/Hydraulic, and a turn-key Automation Pump package for easy integration to CNC controller for complete automated machine activation. Hydraulically operated towers feature internalised hydraulic piston/nut to save space. Pressure is maintained until released by operator, triggering device or CNC controller. All hydraulic towers have easy disconnect for pallet shuttle compatibility.
Kurt’s CarvLock Tower systems feature self-adjusting holding block of either top or bottom jaw for clamping the same or dissimilar sized parts. Fast manual operation is enhanced with the adjustable pre-load feature that reduces handle turns for opening and closing clamping stations.
Kurt’s CarvLock Towers are precision manufactured of ductile iron ensuring maximum strength, rigidity and long-term accuracy and provide 250% greater stiffness than aluminium constructed systems. The elevated column design makes clearing chips and coolant from the clamping area fast and easy.
Additional features include jaw options for specific applications including: hard jaws, machinable aluminium and machinable ductile iron jaws plus aluminium fixture plates. For maximum flexibility, jaws are indexable 180° providing for a second setup parts.
Similar articles

ed.jpg)

More from Kurt Manufacturing Company
- Range of holding options for automated to manual clamping 7th February 2019
- Incorporating machinist friendly design features to expedite machining 20th November 2018
- Vises for a range of mounting options using sine keys 25th July 2018
- Vise features easy mounting options 2nd May 2017







Write a comment
No comments