
Pump refurbishment completed at historic Abbey Mills station

Increasing storm water storage and prevent it from spilling into the River Lee at Abbey Mills, The Thames Water Tideway Scheme includes the Lee Tunnel project. Part of this project includes the refurbishment of the eight pumps at the historic Abbey Mills A pumping station, a task that was contracted to Sulzer, one of the world’s leading pump manufacturers and aftermarket specialist service providers.
Thames Water is continuing the enormous task of upgrading the London sewerage system to cope with the expanding population and improve the water quality of the River Thames. The Lee Tunnel project involves the construction of a new tunnel measuring 6.9km in length and 7.2m internal diameter which will provide approximately 382,000m3 of storage, and delivers it to Britain’s largest sewage treatment works at Beckton.
The original Abbey Mills A pumping station is a Grade II listed building, built between 1865 and 1868, while the original ornate pumping equipment is Grade I listed. Following the commissioning of Abbey Mills F pumping station in 1998, the older station was re-designated as a standby storm pumping station.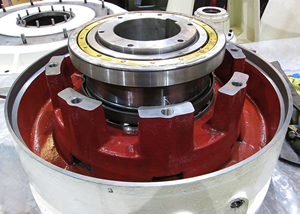
Station A at Abbey Mills acts as backup to Station F to assist with exceptional storm flows and as such must have fully operational and efficient pumping equipment in order to accomplish this role. In all there are eight pumps, originally designed in 1933 and powered by 600HP, 2.2kV, 28 pole motors. As part of the ongoing maintenance of the site, these pumps, the motors and control gear have been refurbished by Thames Water.
Thames Water have used Sulzer to overhaul five of the W.H. Allen 48” pumps at the station as part of a series of previous projects and on this latest project Sulzer has completed the full set by refurbishing the remaining three pumps. Working alongside other contractors that were responsible for the replacement of the motors and gearboxes, Sulzer engineers coordinated their operation to ensure the project was completed as efficiently as possible.
Managing Director for Rotating Equipment Services in the UK, Chris Powles commented: “The project has presented a number of challenges in terms of component design as well as operating in a working museum. It has been essential to preserve the historical importance of the site while also designing and installing modern, more efficient components that will significantly prolong the operational life of the station.”
 When the first pumps were refurbished back in 2005, Sulzer took the opportunity to address a number of design issues and introduced a new intermediate shaft made from carbon fibre, as well as redesigning the bearing arrangement. Improvements were also made to the stuffing box bush arrangement and a new carbon steel impeller was installed to increase service life and simplify future repairs.
When the first pumps were refurbished back in 2005, Sulzer took the opportunity to address a number of design issues and introduced a new intermediate shaft made from carbon fibre, as well as redesigning the bearing arrangement. Improvements were also made to the stuffing box bush arrangement and a new carbon steel impeller was installed to increase service life and simplify future repairs.
The design and manufacturing work was completed at Sulzer’s Leeds Service Centre and also included the introduction of a split mechanical seal to replace the gland packing for improved reliability and reduced maintenance requirements. This was installed with a bespoke seal flushing system that is connected to each of the pump units and is essential to ensure that the mechanical seals perform reliably. In addition, the re-designed thrust bearing arrangement is designed to save around 5 kW of absorbed pumped power as well as increasing the mean time between failure (MTBF).
The outward appearance of the pump unit is very similar to the original and very much in keeping with the historic appearance of the equipment within the Abbey Mills station. Meanwhile the internal components have been designed to deliver greater reliability using more standard parts that simplify maintenance requirements and minimise any repair times.
The project has been completed to WIMES specifications as per Thames Water requirements and the design improvements that were initially installed in 2005 have now been applied to all eight pumps. The on-site work and actual pump refurbishment was completed by Sulzer’s Ashford Service Centre, which has operated as the single point of contact throughout the various projects undertaken at Abbey Mills.
Powles concluded: “Engineers from the local service centre carefully coordinated their work to remove and reinstall the pumps with the other contractors that were tasked with replacing the motors and epi-cyclic gearboxes, as well as with Thames Water themselves, who needed to keep the pumping station operational throughout the project. As a result of this and the previous projects, the historic Abbey Mills pumping station will be able to continue its supporting role for many years to come.”
Similar articles

More from Sulzer Ltd
- Construction of Sulzer’s new Birmingham Service Centre on track 8th September 2020
- Electrical distribution powered up for holiday period 1st July 2020
- Rapid reverse engineering 18th December 2019
- The future of the oil and gas sector is now 25th October 2019







Write a comment
No comments