
Control valves can increase pneumatic system safety ratings

Industries with highly automated processes, such as food and beverage and pharmaceuticals face many challenges, especially in terms of maintaining a safe environment. As increased legislation continues to require higher standards, Bürkert Fluid Control Systems has developed a series of safety valve solutions that can be retro-fitted to existing control systems or incorporated into designs.
Increasing levels of automation in industrial processes has brought with it higher levels of safety and reliability. This has led to, amongst other things, the adoption of the European Union’s Machinery Directive, 2006/42/EC and a number of other standards such as IEC 62061. Within both of these pieces of legislation are details of increased safety functions, known as Safety Integrity Levels (SIL) or Performance Levels (PL) that categorise control components and structures with regard to fault detection, redundancy and reliability.
Essentially, plant manufacturers and operators are required to assess the safety of their equipment and if necessary make improvements to bring it within compliance. One of the crucial aspects of this evaluation is the provision of emergency valves and stop procedures that prevent harm in the event of an employee intervening in a process.
Safety circuits have very specific requirements, especially in terms of wiring and redundancy of components. As a simple example, an emergency stop circuit should have two sets of contacts in the pushbutton, which should be hard-wired to a safety relay or safety PLC which in turn is hard-wired to contacts that stop the process. This sort of arrangement would be classified as PLc or SIL1, which would be suitable for low level risks.
If the plant risk assessment has identified a higher category for a particular process, then it will be necessary to improve the reliability of the safety circuit. This can be done by introducing additional redundancy, which in the example above would be the addition of a control valve that could shutdown the process in question in the event that the original contacts had failed.
Many automated processes use pneumatic valve islands, connected to PLCs, to maintain the production process and any safety related circuits are separate from the valve island. In the wake of the introduction of EN ISO 13849, Bürkert has created two valve types that could be retro-fitted onto the valve island and used for a safety-related shut-off, thanks to the additional wiring which allows the valve to be connected directly to a safety relay.
This enables plant managers to ensure their control structures meet the requirements for PLc or SIL1 with a compact solution and minimal changes to the circuit. The only addition to the control cabinet is the safety relay, if it was not already present, which keeps both costs and space to a minimum.
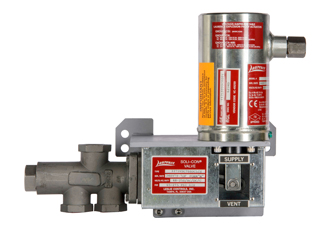
The second addition to the Bürkert range is the redundancy block Type MKRS which can be installed in more demanding applications that require a higher level of safety. The introduction of a redundancy valve block will enable PLc or SIL2 to be achieved, which can apply to many applications in the hygienic sector where Clean-In-Place (CIP) procedures are used.
For example, in processes where an inspection hatch can be opened for maintenance, it is essential that the process must be stopped if a cover is removed at an inappropriate time. Under normal circumstances the safety valve on the pneumatic valve island will stop the process, but in situations where there is an increased risk the redundancy block is positioned so that if the safety valve does not operate, then the process will be stopped by the Type MKRS valve.
Equally of use to process engineers designing new systems, this is a compact solution that can also easily be integrated into an existing control system without affecting the process control programming.
Similar articles

More from BÜRKERT
- Solenoid valve tackles dezincification and water hammer 10th July 2020
- Process control valves – making the right choice 13th January 2020
- AstraZeneca saves time and space with process controls 16th September 2019
- Fuel cells - controlling the energy of the future 8th August 2019







Write a comment
No comments