 for all seasons")
A coat(ing) for all seasons

In recent years, modern coatings technology has been advancing rapidly; used to prevent oxidation, corrosion and improve wear resistance as well as provide protection from high temperatures, manufacturers are keen to exploit new coatings to improve the durability of their products. However, not all coatings are the same and the quality of the final product relies on high quality equipment and expert application techniques.
Tony Brennan, Field Segment Manager Gas and Micro for Bürkert, looks at the various technologies that are commonly used today and how they benefit modern industry.
From every day high speed steel drill bits to gas turbine blades, modern surface coatings are being used to improve the performance of a wide range of components. There are several choices of application method and an almost unlimited number of coating materials. The key to achieving a successful combination is selecting an experienced specialist that can offer advice on the most suitable process and deliver it using high quality equipment.
Finding the best process
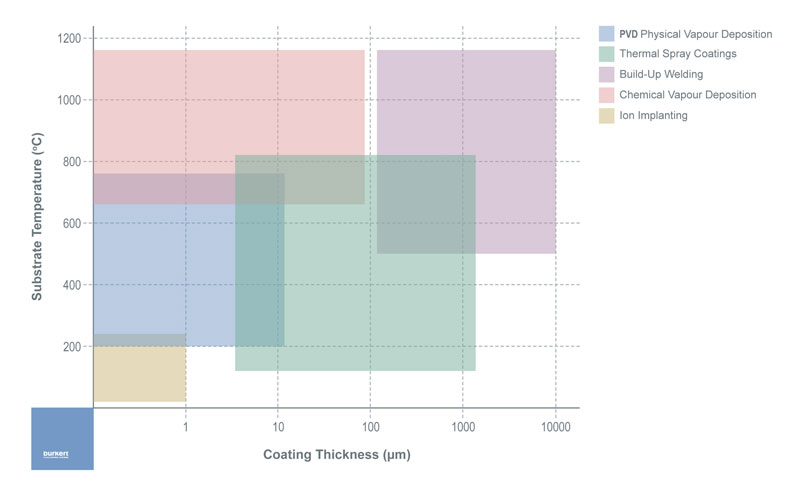
In the figure below it shows a comparison of coating processes.
The most wide-ranging group of processes is thermal spray coatings, which can be applied using several different processes.
- Conventional flame spray: the wire or powder spray material is melted in a gaseous oxygen-fuel flame. The fuel gas can be acetylene, propane or hydrogen. The wire is fed into the flame, where it is melted and atomised by the addition of compressed air that also directs the melted material towards the workpiece surface.
- Electric arc wire spray: an arc is formed by contact of two oppositely charged metallic wires, usually of the same composition, which leads to melting at the tip of the wire material. Air atomises the melted spray material and accelerates onto the substrate. The rate of spray is adjusted by appropriate regulation of the wire feed as it is melted, so a constant arc can be maintained.
- Plasma spray: A high frequency arc is ignited between an anode and a tungsten cathode. The gas flowing through between the electrodes, such as helium, hydrogen, nitrogen or mixtures of them, is ionised such that a plasma plume several centimetres in length develops. The temperature within the plume can reach as high as 16000°K. The spray material is injected as a powder outside of the gun nozzle into the plasma plume, where it is melted and hurled by the gas onto the substrate surface.
- High velocity oxy-fuel spray (HVOF): This is a relatively recent addition to the family of thermal spray processes. It uses a supersonic jet, setting it apart from conventional flame spray; the speed of particle impact on the substrate is much higher, resulting in improved coating characteristics. The mechanism differs from flame spraying by an expansion of the jet at the exit of the gun. Fuel gases of propane, propylene, acetylene, hydrogen and natural gas can be used, as well as liquid fuels such as kerosene.
In addition to the thermal spray coatings, other processes are available; the most suitable is usually dependent on the substrate temperature and the coating thickness:
The chemical and physical vapour deposition processes both operate in a similar manner but they are considerably more complex than the thermal spraying techniques. CVD uses precursors that are in a gaseous state, whereas in PVD the raw materials start the process in a solid state. In both cases the component is placed in a vacuum chamber where it is bombarded by high energy ions or electrons and heated to a high temperature.
There are a wide range of coatings that can be used, such as metal oxides, nitrides, carbides and similar materials, all of which are combined with a mixture of gases in the vacuum chamber. CVD processes are used for complex components that are difficult to coat with thermal spray methods to create very hard surface layers, but are conducted at temperatures in excess of 850°C. These high temperatures limit the selection of possible substrates, because structural changes and partial deformations can take place during the cooling stage.
Calculating benefits
One of the most important uses of thermal sprayed coatings is for wear protection. In these applications, ceramics, and above all, carbide materials are used. Here, the carbide hard phases exhibit excellent resistance against abrasive and erosive wear, and are embedded in a ductile matrix of cobalt.
Low carbon, unalloyed steel and cast iron materials are susceptible to rust and therefore often need constant surface protection. This can be produced by flame sprayed coatings of aluminium or zinc. For high temperature applications, protective coatings of MCrAlY (M = Fe, Ni or Co) materials can be used. These are usually applied using controlled atmosphere plasma spray.
Ceramic materials are excellent thermal and electrical insulators; they also possess good oxidation and wear resistance characteristics. These materials are quite useful on engine and turbine components as thermal barrier coatings, which lower the skin temperature of the substrate, thereby extending the useful service life of the component. These coating systems consist of a bond coat, which is usually an oxidation resistant MCrAlY and a ceramic top coat. An yttrium-stabilized zirconium oxide material is often used for the top coat because of its good thermal shock characteristics.
Achieving the required standard
Central to every coating process is the control of the both the plasma gases and the reactive gases that need to be precisely metered and controlled in order to deliver the required specification of coating. The more complex procedures, such as CVD and PVD use a large amount of heat that requires carefully managed cooling systems to ensure the base components are not adversely affected by the heat.
Companies that offer coating services often create their own bespoke equipment to ensure that the processes they have developed over many years are rigorously maintained. As part of this process it is essential that the control of numerous gases is achieved with absolute precision and reliability. This requires expert gas control engineering techniques and designs that can be easily integrated with the other aspects of the process.
Working in the field of fluid control, Bürkert offers a comprehensive range of individual products, such as solenoid valves, mass flow controllers, flow meters and temperature sensors that can be integrated into existing equipment. In addition, the highly skilled design engineers are able to create bespoke flow control systems that be integrated with new designs to deliver a comprehensive coatings solution.
Similar articles

More from BÜRKERT
- Solenoid valve tackles dezincification and water hammer 10th July 2020
- Process control valves – making the right choice 13th January 2020
- AstraZeneca saves time and space with process controls 16th September 2019
- Fuel cells - controlling the energy of the future 8th August 2019







Write a comment
No comments