
Precision honing offered on vertical machining centres

Partnering up and working together, honing specialists Bates Technologies and machine tool manufacturer Hurco have developed a high precision honing process that can be carried out on standard machining centres. Benefits include cost reductions compared with purchasing and operating a dedicated honing machine; and the ability to combine general machining with honing on the same platform, eliminating a separate setup.
The video below shows cylinder bores being roughed, finish honed and brushed using the technique. Manufacturers in Britain and Ireland requiring further information should contact UK subsidiary Hurco Europe, High Wycombe.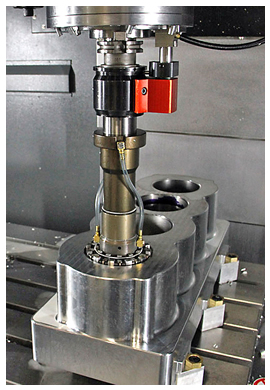
The process is performed on a Hurco VMX-series BT40 vertical machining centre as follows. First, a touch probe held in the tool magazine is deployed in the spindle to verify the bore diameter and ensure that the correct programme is loaded. The probe then takes another measurement further into the bore to ensure that it is straight enough to be machined.
Assuming it is, the diameter is rough bored to the correct size for honing. A honing tool with a standard back end is then exchanged automatically into the spindle and through-coolant is used to activate and control expansion of the tool, pushing the stones outward while the hone reciprocates and rotates. An in-process air gauge system enables bore size to be continuously monitored.
Once the programmed diameter is achieved, a signal is sent from the air gauge to the Max control of the Hurco machining centre to stop the honing cycle. Finally, the bore is brushed with a soft finish hone to smooth the high points and provide the required surface finish. Once again, coolant is used to control expansion and pressure.
Similar articles

ed.jpg)

More from Hurco Europe Ltd
- Four big launches at Hurco's 50th year at MACH 5th March 2018
- EDM company expands milling capacity with 5-axis machines 12th February 2018
- Machining solutions for simple and complex solutions 10th January 2018
- Aerospace subcontractor expands machining centre 20th December 2017







Write a comment
No comments